")
Конструкция станка без направляющей втулки эффективна для минимизации обрезков прутка

▪ Снижает длину обрезков прутка до 80мм
▪ Возможно работать со штучной заготовкой
Эффективен для обработки коротких деталей
▪ Повышает производительность благодаря встроенному мотор-шпинделю
▪ Высокоскоростная обработка достигается, благодаря роликовым направляющим LM типа
▪ Обработка непосредственно на главном шпинделе (без втулки) обеспечивает высокую точность
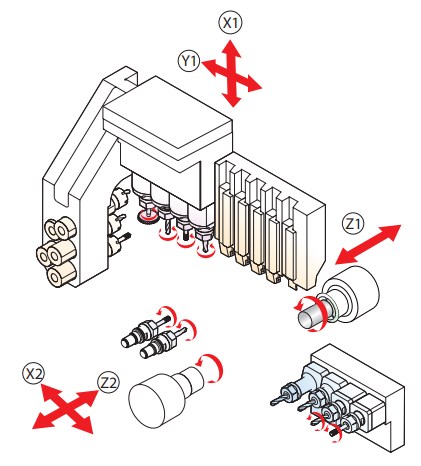
Инструментальная и кинематическая схема станка

|
Наименование |
Количество инструментов |
Примечание |
|
Резцы для наружного точения |
5 |
□16 |
|
Инструмент в поперечном сверлильно/фрезерном суппорте |
4 |
ER16 |
|
Инструмент в суппорте для торцевого сверления в главном шпинделе |
5 |
|
|
Инструмент в суппорте для работы на противошпинделе |
4 |
|
|
Инструмент в суппорте для внецентрового сверления |
2 |
не приводные |
|
|
X1 |
Y1 |
Z1 |
Z2 |
X2 |
|
XD 20N/20NE/35NE |
62 мм |
340 мм |
60 мм |
210 мм |
306 мм |
|
XD 32N/35N/38N |
80 мм |
410 мм |
70 мм |
320 мм |
395 мм |
* В случае необходимости изготовления станка с другими вариантами инструментальной схемы обратитесь к официальному дилеру Hanwha